

Dust generation in the Pharma industry occurs in most process steps from the handling of bulk materials, to milling, granulating, tableting, encapsulating, coating, and even packaging. Due to the fine nature of this dust, it has the potential to drift high and far coming to rest on the surfaces and in crevices throughout your facility.
This dust can pose several challenges including: cGMP issues, the cross-contamination of parallel processes, employee exposure if dealing with noxious dust, and possible deflagrations due to the dust’s combustibility nature. The results of not properly handling or containing process dust can lead to steep OSHA fines, downtime loss for cleaning or – even worse – personnel injuries or the loss of lives. With so much at risk, you should be aware of your filtration options and the technology that improves efficiencies, maintains cleanliness, and helps protect your plant, see Figure 1
Clean Fine Fiber Layer Filter
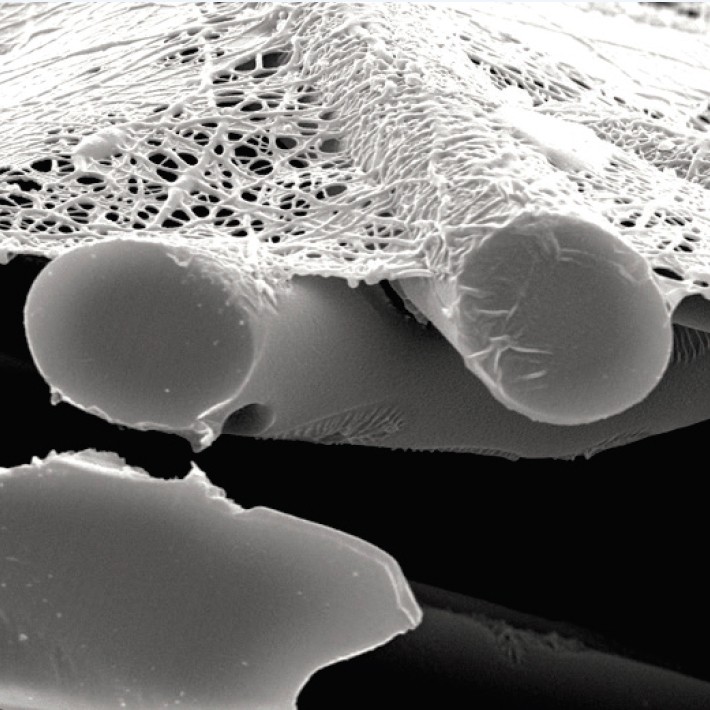
Surface-Loaded Fine Fiber Layer Filter
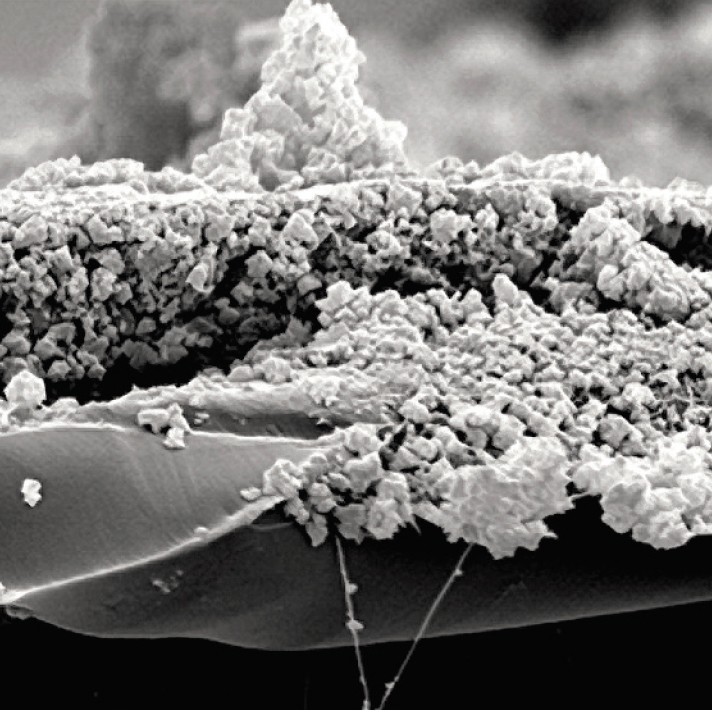
Figure 1 – Fine fiber media is loaded with ISO fine dust. Dust particles collect on the surface of the media and clean off easily while the substrate stays clean. A depth-loading filter would allow dust particles to penetrate deeply into the substrate where they build up and restrict airflow.
Evolution of Collector Housing Designs
Dust collection technology has significantly evolved over the past several decades with the most apparent enhancements being improvements to the collector housing, or cabinet, design. In today’s powder processing facility, we no longer see the traditional baghouse collectors that once made up part of the building silhouette. Technology has transformed equipment by reducing the once-required behemoths with their inherent upward-flow inefficiencies, day-long maintenance shut-downs, and overall limited options for reducing operating costs. Major shifts away from traditional baghouse equipment began in the mid-1970s with the introduction of the very first cartridge collector and filter.
For manufacturers whose processes generated fine or light dust, the cartridge collector allowed dust collection equipment to be placed inside plants. Now maintenance personnel could service dust collection equipment without going on the roof or physically entering the dust collector equipment. This progress reduced downtime maintenance and improved the processes’ operational performance and efficiency.
But designs of early cartridge collectors were not far removed from baghouse collector designs. Cartridges hung vertically (like filter bags), and airflow still entered low into the collector cabinet resulting in dust re-entrainment and other performance inefficiencies also found in baghouses.
These early dust collectors represented advancements over old baghouse technology, but they still needed improving. By the early 1980s, new design advancements further improved collector performance by incorporating downward airflow designs that leveraged gravity to remove dust from the airstream.
Down flow designs, supported by EPA research and endorsed by The American Council Governmental Industrial Hygienists (ACGIH), were identified as the most efficient cartridge collector housing designs. They were able to remove efficiency barriers with lower pressure drops, and eliminate re-entrainment issues, providing an overall design that allowed particulate to fall easily into the hopper.
Analyzing Airflow
So how do cabinet housing designs or the direction of airflow make any differences in operational performance? Isn’t it all about the filter media? To best answer this, let’s compare upward/cross-flow with down flow design images. In comparing these two very different philosophies, you can easily see the down flow collectors have lower velocities as air moves with gravity from the dirty-side into the clean-side of the collector, see Figure 2. Lower velocities produce lower pressure drops which in turn use less energy to move the airflow through the filters. Not only is energy demand lower, but down flow designs handle abrasive dust better. This means less abrasion on the filters and the elimination of hopper-sweeping, which might otherwise suspend the dust back onto the filters. This re-entrainment means lower performance efficiencies and greater energy usage. So, yes, filters play a very important role, but good cabinet design will enhance the effectiveness of filters.

The cross-flow effect show uneven air velocity distribution and significant areas of high velocities, prompting high potential for abrasion. Staggered inlet baffles create high turbulence in the hopper and can cause dust re-entrainment and difficulty pulse cleaning, resulting in higher pressure drop and shorter filter life.
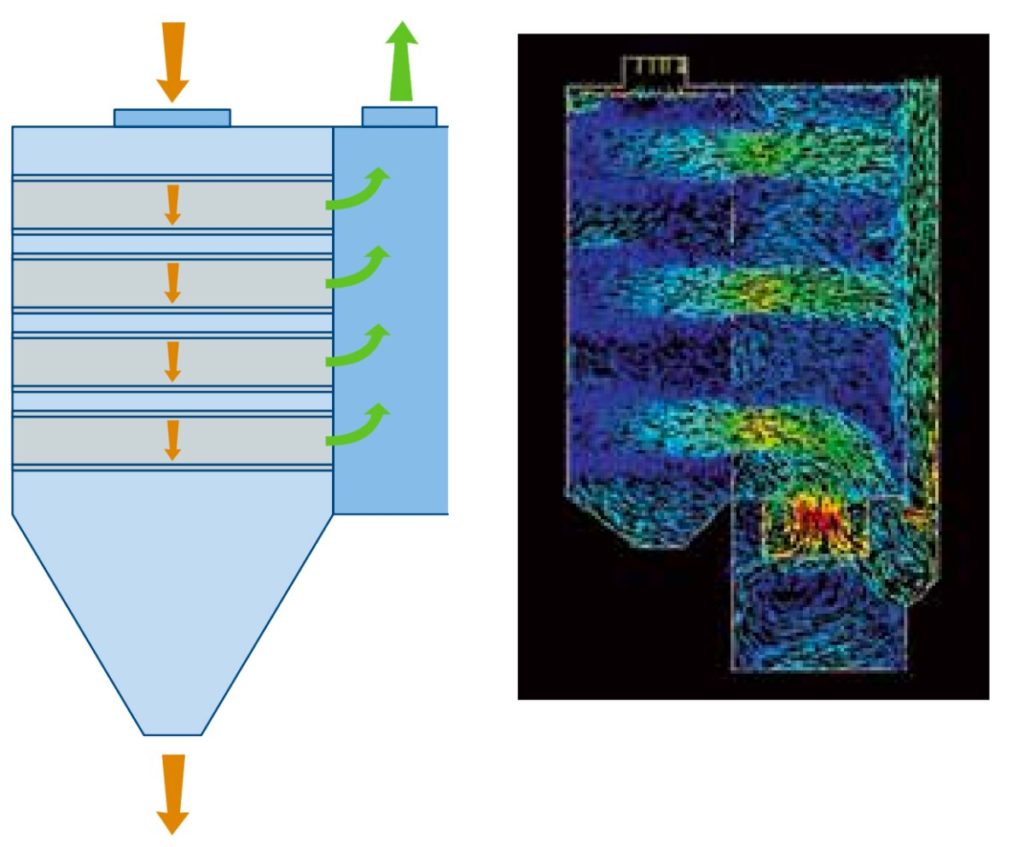
The Donaldson Torit Downflo® technology uses downward airflow along with gravity to automatically drop dust into the hopper, resulting in better cleaning with less filter abrasion. The downward airflow pattern creates a balanced and uniform air velocity distribution through the collector, minimizing potential for abrasion.
Figure 2 – A comparison between the cross-flow effect and Downflo technology.
Combustible Dust
Since process dust can often be light in nature, it often finds its way into areas of your facility you may never know existed. The finer the dust, the higher it floats and the longer it takes to settle. So what? If your dust happens to be combustible, you now have a potential fuel source covering walls, on top of lights, and coating HVAC ductwork. If a deflagration should occur, it will unsettle this dust, releasing it into the air, possibly creating the potential for a secondary, more violent explosion in your facility.
So what’s a deflagration and what’s an explosion? These events are different but occur simultaneously. A deflagration is an ignition event that creates a flame front that expands at subsonic speeds. An explosion is the physical rupture of a vessel or container due to overpressure. In industrial incidents, a deflagration typically triggers the explosion of the collector or building. Deflagrations and/or explosions in plant process equipment will result in the disturbance of any dust that has, over time, settled throughout the facility. If this suspended dust then comes in contact with either the flame front from the explosion of the process equipment or some other ignition source in the facility, a secondary, and often more destructive event may occur resulting in heavy facility damage, and possibly employee injury or loss of life.
The U.S. Occupational Safety and Health Administration (OSHA) issued a National Emphasis Program on Combustible Dust that communicates the hazards. Based on guidelines developed by the National Fire Protection Agency (NFPA), OSHA’s focus is to reduce combustible dust risks by eliminating one or more of the five elements that make up the Explosion Pentagon, see Figure 3. The Explosion Pentagon represents the five key elements (e.g. combustible dust, oxygen, the dispersion of dust, the confinement of dust, and an ignition source) that, when working in conjunction, lead to an explosive event.
Figure 3 – The management or removal of one or more of the elements in the Explosion Pentagon can reduce the explosion risk.

As a process owner, you are responsible for evaluating your process for combustible dust related risks and making a decision on which combustible dust management strategy will effectively limit your risks by either removing one or more of the elements in the Explosion Pentagon, and/or by controlling and limiting the consequences of an explosion. There are many questions that need to be asked in order to determine if you have combustible dust
Dust Containment
Many pharmaceutical byproducts still contain noxious dusts. This dust may contain an Active Pharmaceutical Ingredient (API) such as a narcotic, hormone, steroid, or other compound that might cause harmful effects to employees or the environment if someone were over-exposed.
Unlike standard processes that generate passive dusts, noxious dusts need to be handled in a manner that limits exposure and emphasizes containment. Containment situations often become unique challenges because filtration equipment now takes on a dual role as both collector and a containment device for collected dust.
Today’s dust collectors are mostly self-sufficient and can often be configured to run continuously. The equipment options allow dust collector controls to monitor pressures, regulate airflow, automatically pulse-clean filters, and even discharge dust from the hopper without stopping the process. But even with high levels of automation, there are still manual tasks required to keep collectors running efficiently. The most common of these tasks is the changing-out of spent filters. Given the toxic dust generated within pharmaceutical manufacturing, this filter change out often requires a Bag-In/Bag-Out (BIBO) process, see Figure 4.


The term refers to the use of special bags and handling processes that allow an operator to change filters without direct exposure to the dust in the collector. Bag-Out steps incorporate bags which are then connected to integrated collars (BIBO Collars) on the collector. The bags are attached to the collars using rubber gaskets and rubberized band clamps to create a dust-tight seal between the BIBO bag and the collector.
Following are items you should consider when attempting to determine if a particular BIBO design is effective:
- Bags should come from containment experts and carry high OEL ratings. Depending on the toxicity of your dust, do not compromise on the quality of the bags. All bags are not rated equally.
- Circular-shaped BIBO Collars tend to be more effective than rectangular collars because they provide an even seal without gaps. Rectangular collars are more prone to gap on the top, bottom, and sides.
- Smaller filter openings in the collector typically require only one employee to perform the actual BIBO filter change. In contrast, vertically hung collectors with large rectangular filter openings often require operators to pull as many as four loaded filters into a single bag. Since loaded filters can weigh as much as 70 pounds, the weight alone will require more than one operator to manage and dispose of the filters and bag.
- BIBO Collars that offer a triple seal of the bag onto the collector are recommended.
- When considering BIBO equipment, it is best to look for equipment specifically designed for BIBO procedures. Do not settle for equipment designs that treat BIBO as an afterthought.
Who would have thought there was so much technology and design wrapped around dust collection? At Donaldson, our mission is to continuously improve designs, filter solutions, and overall efficiencies to provide cleaner, safer air. We are committed to continuing our role as an innovation leader pushing dust collection technology further so as your filtration needs change we will continue to provide you with effective filtration solutions.